
TM 5-4210-233-14&P-2
6-15. INJECTOR TUBES - Continued
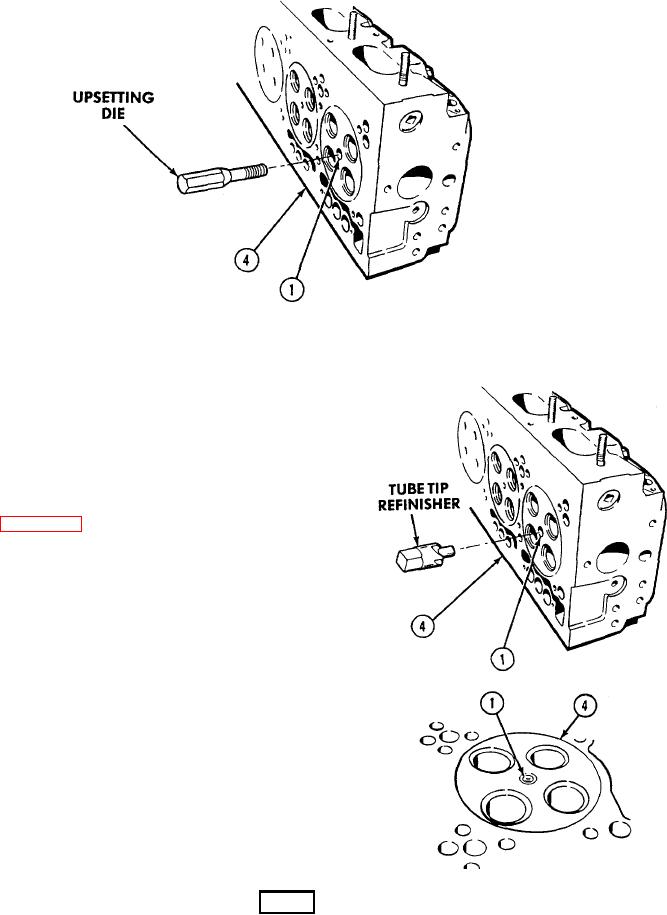
(4) Set cylinder head (4) upside down on two wood blocks.
(5) Seat injector tube (1) using upsetting die. Torque to 30 tb-ft (40 N.m) and remove die.
(6) Remove excess material from tip of injector tube (1)
with tube tip refinisher until finisher contacts
bottom of cylinder head.
(7) Clean out inside of injector tube (1).
(8) Measure depth of gauge in injectortube (1)
beneath face of cylinder head (4) using sled
gauge (Appendix B, Section III, Item 27).
(9) Measurement must be 0 0.014 in. (0.36 mm). If
measurement is within tolerance, do steps (1 6)
and (17). If measurement is more than 0.014"
above 0 reading, replace tube (1) and do steps
(10) through (15).
(10) Set cylinder head (4) right side up on work surface.
6-99