
TM 5-4210-233-14&P-2
6-33. PISTON REPAIR - Contlnued
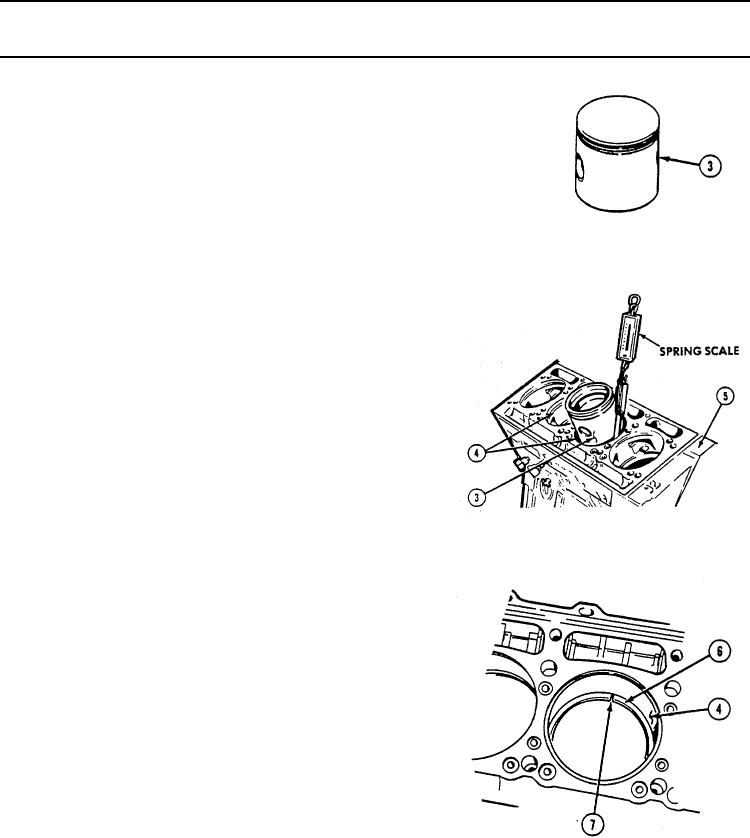
(7) Measure diameter of piston skirt (3) and check for roundness.
Diameter must not be less than 4.829-in. (1 22.6 mm) at any one point.
(8) With cylinder liner (4) installed in engine
block (5), hold piston skirt (3) upside
down in liner, while other person attach
s
spring scale to feeler gauge set and
checks clearance in four places 90
degrees apart.
(9) Select feeler gauge thickness that will
require a pull of 6 pounds (2.7 kg).
Clearance will be 0.001-in. (0.025 mm)
greater than feeler gauge thickness when
it is withdrawn with a pull of 6 pounds (2.7
kg). Clearance must not exceed 0.012-in.
(0.3 mm).
(10) Insert piston rings (6), one at a time inside
cylinder liner (4) far enough to be in area of ring
travel 2 to 3 in. (50 to 75 mm) deep. Use piston
skirt to position ring parallel with top of cylinder
liner.
(11) Measure ring gap (7) with feeler gauge. Three
compression rings should have a gap of 0.025 to
0.045 in. (0.63 to 1.1 mm). Top compression ring
is marked with two punch marks, middle
compression ring is marked with one punch mark
and bottom compression ring is not punch
marked. Two oil rings (upper slotted) should have
a gap of 0.007 to 0.017 in. (0.17 to 0.43 mm). Two
oil rings (lower) should have a gap of 0.01 0 to
0.025 in. (0.25 to 0.63 mm).
6-185