|
| |
TM 5-4210-220-34
3-8.
ENGINE - Continued
3-8.7
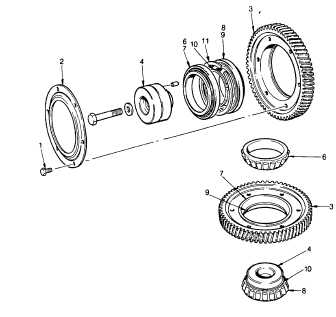
Gear Train - Continued
(8)
Support the idler gear (3), shoulder down on an arbor press bed. Start one of the bearing cups (9), numbered
side up, squarely into the bore of the idler gear. Then seat the cup against the shoulder of the gear using a
bearing test fixture plate (11, Appendix D) between the ram of the press and the bearing cup.
(9)
Lay the outer spacer ring (11) on the face of the bearing cup (9).
(10)
Start the other bearing cup (7), numbered side down, squarely into the bore of the gear. Then press the cup
tight against the spacer ring (11). Using a bearing test fixture plate (11, Appendix D) between the ram of the
press and the bearing cup.
(11)
Press the inner bearing cone (8), numbered side up, on the idler gear hub (4) until flush with the inner hub
mounting face. Use the bearing test fixture plate (11, Appendix D) with the large center hole) between the
ram of the press and the bearing.
(12)
Install the inner spacer ring (10) on the idler gear hub (4) so that the oil hole in the hub is 180 deg. from the
gap in the inner spacer ring.
(13)
Position the gear (3) with both cups (7 and
9) installed over the hub (4) and inner
bearing cone (8).
(14)
Press the outer idler gear bearing cone (6)
over the hub (4) while rotating the gear (3)
to seat the rollers properly between the
cones. The bearing cones must be
supported so as not to lead the bearing
rollers during this operation.
3-152
|