|
| |
TM 9-254
3-5.
Peening - Continued
b.
Preparation for Peening. Most of the preparation for a peening job consists of an analysis of where to do the
striking. The spherical indentations caused by the use of a ball peen hammer cause the metal to spread. Thus, the
selection of the proper tool is an important factor in preparation. The part to be peened must always be backed up with the
proper tool or holding device
c.
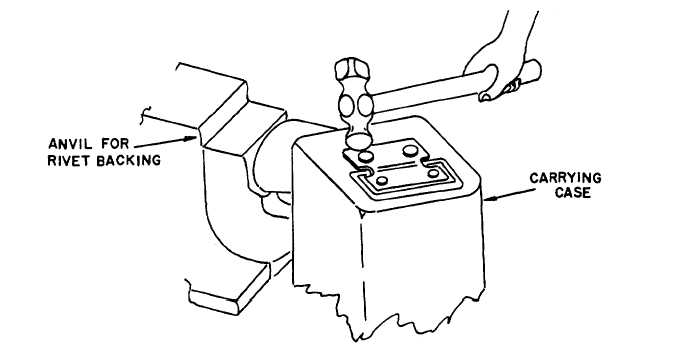
Procedure. For example, suppose that the handle of a carrying case has become loose. It is decided to
tighten this handle by peening the rivets which secure it to the case. Figure 3-10 illustrates the use of an anvil placed on
the under side of the handle to back up the rivets, and the blows being struck on a rivet with the peen of the hammer. The
blows must be so directed as to cause the metal of the rivet to flow, tightening the assembly, the blows should be light and
the metal must flow slowly and smoothly.
Figure 3-10. Peening a Rivet
3-6.
Swaging.
a.
General. Swaging is a process used to move metal when a series of hammer blows (peening) is difficult to
control or where a smooth resulting surface is required. Swaging is performed by successive blows on dies, called swage
blocks, which are shaped in such a manner as to give a required form. For instance, if a flat square form is desired, the
swage blocks would be two pieces of flat stock. Curved forms will require curved blocks
b.
Preparation for Swaging. Much of the preparation is in the analysis of the job, as in peening. The principal
question is where to exert the force to do the most good. Selecting the swage blocks is also primarily important. In some
cases these blocks will require machining to accurately meet a required dimension.
3-9
|