|
| |
ENGINE DIVISION SERVICE MANUAL
TM 5-4210-230-14&P-1
ENGINE
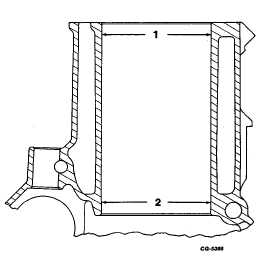
Fig. 72 Checking cylinder Bore Out-of-Round
1. “A”
2. “B”
Fig. 73 Checking Cylinder Bore Taper
1. "A"
2. "B"
If the cylinder bore does not exceed the limits of .002"
out-of-round and/or .005" taper, new standard size service
piston rings will give satisfactory performance provided the
piston clearance is not excessive.
Cylinder bore blocks can be deglazed by the use of SE-
2314-5 glaze breaker brush, Figure 74. This silicon carbide
tipped nylon flexible brush quickly deglazes cylinder walls and
produces a crosshatch pattern on the cylinder wall surface in
a single operation. The brush contours itself to the cylinder
wall and conditions the wall surface without altering the
cylinder bore.
Fig. 74 Deglazing Cylinder Wall Surface Using SE-2314-5
Glaze Breaker Brush and Electric Drill
The SE-2314-5 brush is used in conjunction with an
electric drill, Figure 74. A slow RPM drill is recommended.
Most 3/8" capacity electric drills are satisfactory for driving the
brushes. A drill speed of 350 - 500 RPM has been found to
be a practical speed for deglazing IH cylinder block bores.
A lubricant should be used with the silicone carbide-
tipped brush to produce a desirable finish on the wall surface
.
A
lightweight
engine
oil
(SAE-30)
provides
adequate
lubrication for deglazing cylinder block bores. The lubricant
also controls airborne particles which can be easily wiped
from the cylinder bore with a cloth.
When conditioning cylinder block bores, stroke the
brush up and down in the bore at a rate of 30 - 40 strokes per
minute for a duration of 15 - 20 seconds per cylinder bore. In
most instances, 20 seconds is adequate time for the brush to
break cylinder wall glaze and produce a crosshatch pattern on
the cylinder wall surface.
Thoroughly clean cylinder bore walls after deglazing.
Wipe as much of the abrasive deposits from the wall as
possible. Then swab out each abrasive-coated cylinder with
SAE-10 oil and carefully wipe it out with a clean cloth. One
swabbing and wiping is not sufficient. Three complete
operations are usually required - more may be necessary.
Continue cleaning until a clean, white cloth shows no
evidence of discoloration when wiped through the cyl-
CGES-210 Page 27
PRINTED IN UNITED STATES OF AMERICA
|