|
| |
TM 5-4210-220-34
3-7.
TRANSMISSION - Continued
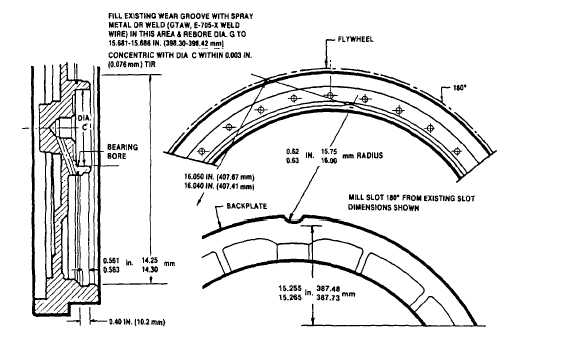
c.
Flywheel Seal Ring Surface Rework.
(1)
Rework the bore and install a sleeve (P/N
6881519) as shown.
(2)
Cool the sleeve in dry ice for at least thirty
minutes before installing. Proper alinement
during installation is necessary to prevent
damaging the bore and sleeve.
(3)
Press the sleeve flush with surface X. Be
sure the internal chamfer is toward the rear
side of the flywheel.
Error! Not a valid filename.
NOTE
Do not attempt this rework procedure unless adequate machining capabilities are available.
(4)
Maximum allowable step wear in the lockup backplate bore of the flywheel is 0.030 in. (0.76 mm).
(5)
If the step wear is less than 0, 030 in. (0.76 mm), refer to the addition of second locking key machining
instructions.
(6)
If the step wear is greater than the maximum allowable wear, refer to welding (or spray metaling) and
machining instructions.
(7)
All new configuration flywheels have two locking keys.
3-12
|