|
| |
TRUCK SERVICE MANUAL
TM 5-4210-230-14&P-1
BRAKES-HYDRAULIC
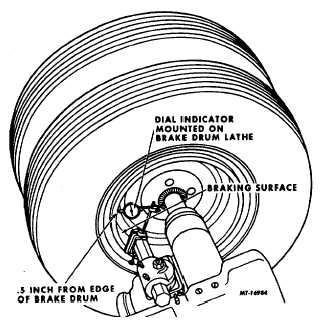
Fig 5 Checking Drum Runout on Brake Drum Lathe
REFINISHING BRAKE DRUMS
On brake drums manufactured after January 1, 1971, the
maximum diameter to which drum can be worn is stamped or
cast into drum. Drum should be discarded if worn beyond this
limit.
Minor scores on brake drum can be removed with
fine emery cloth or steel wool, but always clean emery or steel
wool particles from drum after this operation. More heavily
damaged or out-of-round drums should be ground or turned
on brake drum lathe.
If depth of scoring, bellmouth or barrel shaping
exceeds .13 mm (.005 in.), measured with micrometer across
part or all of brake surface, drum should be refinished.
Reboring or remachining limits must not be exceeded and no
heat checks, cracks or bluing is evident.
Use a micrometer also to check for an out of-round
drum. Make check by measuring drum brake surface
diameter at various points, 45 apart around circumference.
Eccentricity (out of-round) should not exceed .25 mm (.010
in.) on diameter.
Remember that each time brake drums are turned,
less metal remains to absorb the heat developed by braking
action. Brake drums containing less metal will operate at a
higher temperature. As a result, brake fade, slow recovery
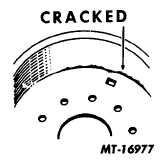
and erratic wear will be more noticeable. Also, extremely high
temperatures shorten lining life and cause heat checks and
cracks (Fig. 6) to form on inner surface of drums. These
conditions will become progressively worse until drums fail.
Fig 6 Cracked Drum
REMACHINING DRUMS
Brake drums that are otherwise in good condition can
be turned in a lathe. However, it must be remembered that
the recommended remachining or rebore limit for brake drums
355 mm (14 in.) diameter and under must not exceed 1.52
mm (.060 in.) diameter (total cut) and discarded at 2.29 mm
(.090 in.) over original diameter.
Brake drums with a diameter over 355 mm (14") may
not be increased more than 2.03 mm (.080") diameter (total
cut) and discarded at 3.05 mm (.120") over normal diameter.
These dimensions hold true for both drums, which
have maximum diameter identification, as well as drums
which are not.
IMPORTANT
The dimension located on the drum is the
discard dimension. Never remachine drums
to maximum wear or discard diameter.
There are some drums which appear to have an
exception to this; however, this is not true.
Example:
Original Diameter 11 1/32 or 11.030 inch
Maximum remachining limit 11.090 inch
Maximum wear or discard limit 11.120 inch
While an 11 inch diameter drum would be:
Original diameter
11.000 inch
Maximum Remachine Limit
11.060 inch
Maximum Wear or Discard
Limit
11.090 inch
CTS-2779 Page 4
PRINTED IN UNITED STATES OF AMERICA
|