 |
|||
|
|
|||
|
|
|||
| ||||||||||
|
|
 TM 5-4210-224-14&P
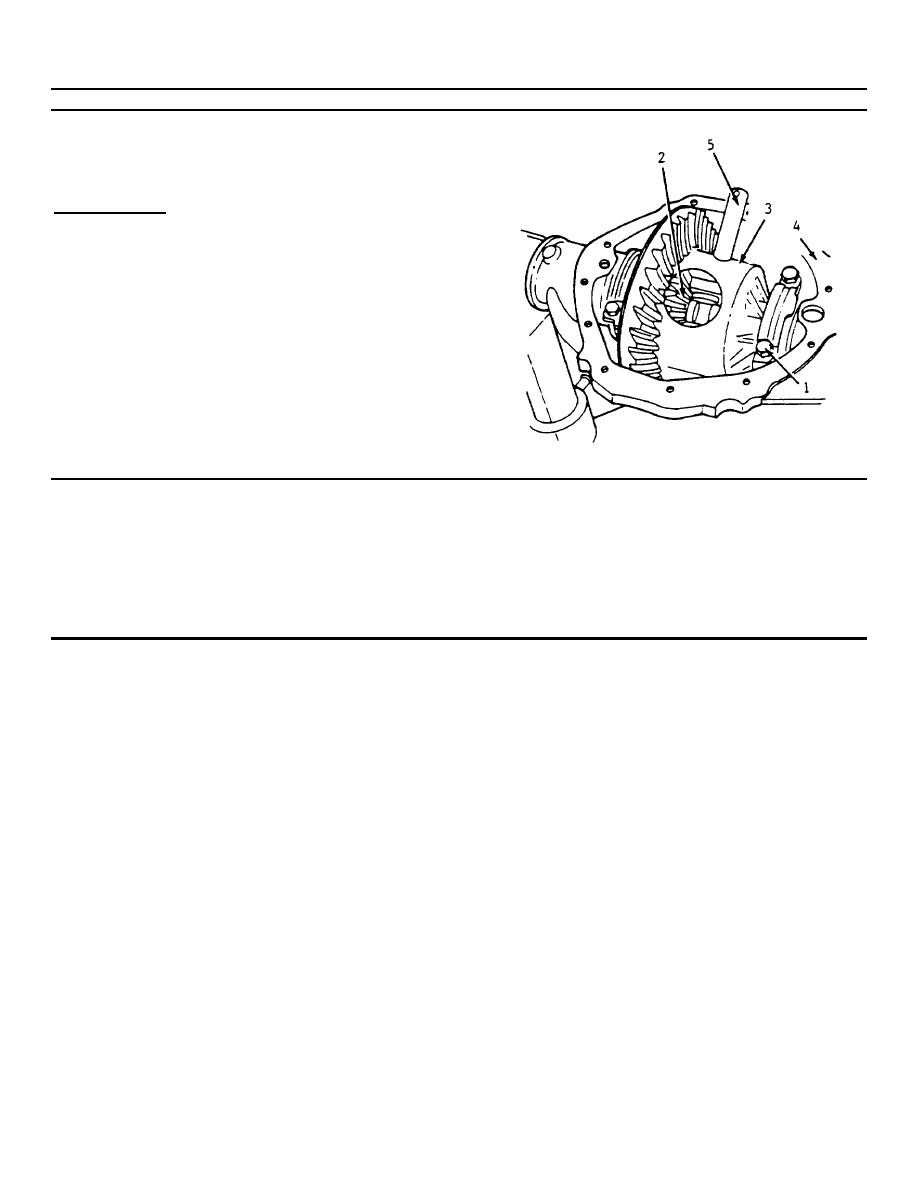
4-246. DIFFERENTIAL SIDE GEAR AND PINION REPLACEMENT (Continued).
d. Record the thickness of the shims removed
from between the bearing retainer flange and
the carrier housing.
INSTALLATION
a. Examine drive pinion head for a pinion depth
code number.
b. Compare depth code number with number on
original pinion. Use the chart below to select
proper shim for preliminary setting of pinion
depth.
CODE NUMBER ON ORIGINAL PINION
+2
+1
0
-1
-2
CODE
+2
-
+.001
+.002
+.003
+.004
NUMBER
+1
-.001
-
+.001
+.002
+.003
ON
0
-.002
-.001
-
+.001
+.002
SERVICE
-1
-.003
-.002
-.001
-
+.001
PINION
-2
-.004
-.003
-.002
-.001
-
The correct shim would be .012 inch
c. Refer to the thickness of the shim recorded
minus .004 inch or .008 inch.
when the pinion was removed. Increase or
decrease the shim thickness according to the
chart. Two examples follow in (1) and (2).
d. Place pinion shim determined in step c above,
into the carrier housing. Ensure bolt holes align
with those of the carrier and that mating
(1) If the original shim measured .014 inch,
surfaces are free of foreign matter.
original code was -1 and new code is +2.
The correct shim would be .014 inch plus
.003 inch or .017 inch.
e. Place pinion retainer assembly into position and
align bolt holes to carrier. Install retaining bolts
and secure in a crosswise pattern. Torque bolts
(2) If the original shim measured .012 inch,
to 65 ft.-lbs.
original code was +2, and new code is -2.
4-347
|
|
Privacy Statement - Press Release - Copyright Information. - Contact Us |
