|
| |
TM 5-4210-220-34
3-7.
TRANSMISSION-Continued
(10)
Remove the carrier assembly from the press fixture. Install swaging tool holder J25587-17 into the
opening of the press fixture bed. Install a swaging tool J25587-21 into the holder. Install another swaging
tool J25587-21 into the press fixture ram. Lubricate both ends of the pinion pins with petroleum jelly (item
21, Appendix B).
(11)
Position the carrier assembly, rear end
upward on the press fixture. Use
support block J25587-3 to level the
carrier while the lower swaging tool is
supporting the lower end of one pinion
pin.
NOTE
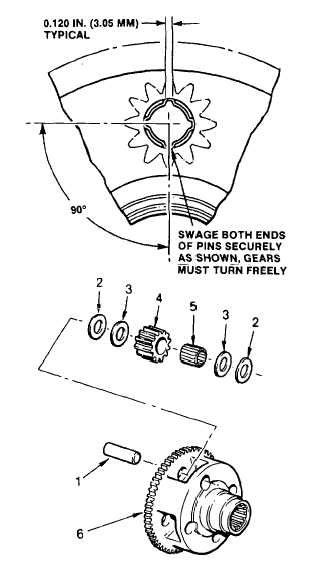
Swaging pressure is approximately three tons for
each pinion pin. While applying pressure, rotate
pinions and feel for reduction of end play. The
pinions must rotate freely and have 0.008 in.
(0.20 mm) minimum end play after swaging the
pins.
(12)
Apply sufficient pressure to the press
fixture ram to firmly swage the ends of
the pinion pins against the metal of the
carrier.
(13)
Swage the remaining pinion pins.
ab.
Rear Planetary Gear Overhaul
(1)
Rear planetary gear overhaul requires
tools
J25587-1 Fixture
J25587-2 Pin Remover and Installer
Adapter
J25587-6 Pin Remover and Installer
Spacer
J25587-29 Pin Remover
J25587-7 (four) Loading Pin
J25587-47 (four) Guide Pins
J25587-31 Pin Installer
J25587-17 Swaging Tool Holder
J25587-21 (two) Swaging Tool
J25587-5 Spacer Block
(2)
Drill planetary pins drilled from rear side
of carrier. Place carrier assembly in
fixture with drilled pins up. Install pin
remover J25587-29 into fixture ram.
Place J25887-2 Adapter and J25587-6
Spacer.
(3)
In position press out four pins. Remove and keep four groups separate.
(4)
Inspect carrier (6) for excessive wear. Replace housing if damaged or worn excessively.
(5)
Install loading pin J25587-7 in each pinion (4). Install roller bearing (5) on pin then steel and bronze thrust
washers (2 and 3) on each end. Lubricate needle bearings with transmission fluid (item 9, Appendix B)
before installation of groups into carrier.
3-56
|