|
| |
TM5-4210-229-14&P
6-18.
TRANSFER CASE REPAIR (Continued).
NOTE
Utilizing
guide
studs
will
simplify
the
installation of gaskets, bearing carriers, seal
carriers and caps.
Before installation, universal joint yokes or
companion flanges should be coated with
Lubriplate (Appendix D, Item 34) on the seal
operating area. They should be torqued into
place with the locknuts torqued to the proper
specified torque before the cover is installed
on the case and before the shim thickness is
determined for both the input shaft and the
rear output shaft. The retaining nuts for the
universal joint yoke or companion flange can
be torqued or loosened most easily when all
components, except shift forks are in place.
At that time, it is impossible to engage both
the direct drive and the underdrive clutch
gears and effectively lock all shafts against
rotation.
Seal bolt threads with sealant (Appendix D,
Item 47) or equal pliable setting sealant. Bolt
threads that are not sealed will leak oil.
Replacement seals are coated (on the
outside) and should not be coated prior to
their installation into the carriers, however,
they should be coated on the sealing lip with
Lubriplate (Appendix D, Item 34). Seal
installation can best be made with an arbor
press.
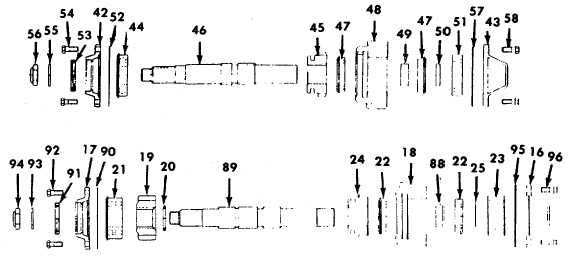
a.
Clutch gear and bearing assembly.
Apply Lubriplate (Appendix D, Item 34) to the
bearing bores of each of the three clutching
gears. Press the bearings into place by applying
a force to the outer race. Be sure to put the
applicable spacer rings(88 and 49) in place prior
to the installation of the second bearing in the 35
tooth clutch-ing gears (18 and 48).
b.
Front output shaft assembly.
(1) Insert the plain end of the shaft (46) into the
clutch gear assembly (47, 48, and 49). Install
spacer ring (50) and the ring bearing (51) onto
the shaft (46). Slide the clutch (45) onto the
splined end of the shaft (46). Engage the teeth
of the clutch (45) with the teeth in the clutch gear
(48). Put this assembly into the case through the
cover opening with the gear at the opposite side
of the housing from the front output opening.
Put the threaded end of the shaft into the front
output opening and swing the gear end partially
into the intermediate shaft rear opening to allow
the opposite end of the shaft to enter the front
output opening. Slide shaft through the front
output opening enough to allow backing the
bearing into the rear case bearing bore.
6-99
|