|
| |
TM5-4210-229-14&P
6-12. PISTON AND CONNECTING ROD MAINTENANCE (Continued).
(5) Remove connecting rod piston pin bushing
using a suitable arbor press. Discard old
bushing.
INSPECTION
a. Connecting rod inspection
Cleaning solvent, (Appendix D, ,Item 54) is
both toxic and flammable. Keep off skin.
Use only in a well ventilated area and avoid
prolonged breathing of vapors. Keep away
from open flames.
(1) Using a cleaning solvent (Appendix D, Item
54) clean the threads and mating surfaces
between the rod and cap.
(2) Clean the oil hole at the top of the rod and
keep it unclogged.
(3) Clean all bolts thoroughly.
(4) Inspect all bolts for nicks or damage. When
lubricated, the bolts must screw into the
rod face by hand. If the bolt will not screw in
by hand, reclean the rod threads and try a
new bolt. If a new bolt does not screw in
freely, the rod must be discarded.
CAUTION
Do not retap rods as this is a special rolled
thread.
(5) When new bolts are used in a rod, they must
be torqued to 130 ft-lb (175 N.m), loosened,
and retorqued three times.
(6) Check the integrity of connecting rod bear-
ing bores for mis-match between cap and
the rod and for out-of-round. These checks
are only valid when the insert is omitted and
bolts are torqued to 130 ft-lb (175 N.m)
using lubricating oil (Appendix D, Item 37)
as a lubricant under the head of the bolt and
in the threads. An inside micrometer is re-
commended, but a dial bore gauge can be
used for measurements.
CAUTION
Lack of attention to the integrity of connecting
rod bearing bores during an overhaul may re-
sult in a rod bearing failure. Careful attention
must be given to all aspects of the rod and
bolts.
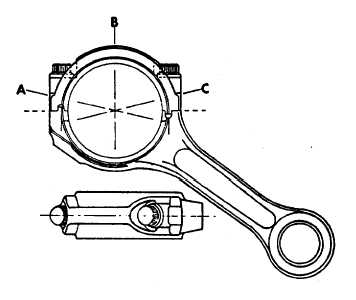
(7) Measure and record the three inside diam-
eters of each rod at points A, B, and C.
(8) If the difference between points A and C is
over 0.004 in. (0.10 mm), the mismatch is
excessive and the rod should be discar-
ded.
(9) If the difference between point B and the
average of A and C (A+ C divided by 2)
exceeds 0.002 in. (0.05 mm), the rod should
be discarded.
b. Running clearance and end clearance inspection.
CAUTION
Do not turn the crankshaft during the follow-
ing procedures.
6-30
|