|
| |
TM 5-4210-220-34
3-8.
ENGINE - Continued
3-8.11
Cylinder Block - Continued
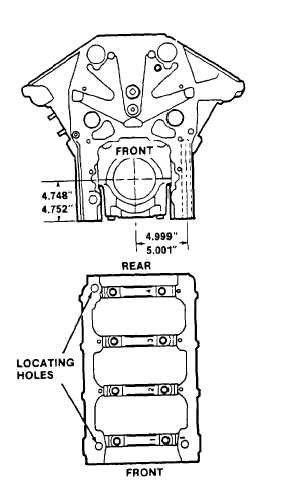
(5) Drill four 1/8 in. holes in saddle 1/4 in.
deep using predrilled holes in insert as a
guide.
WARNING
Death or serious injury could occur if
compressed air is directed against the
skin. Do not use compressed air for
cleaning or drying unless the pressure
is/has been reduced to 30 psi (2.11
kg/cm2) or less. When working with
compressed air always use chip guards,
eye
protection
and
other
personal
protective equipment.
(6) Use compressed air to clean drilled holes.
(7) Install rivets, being careful not to strike
insert. Rivets are used only for locating
insert; the bearing cap holds insert in place.
File of any excess rivet material.
(8) Remove hold down bolts and retaining
plates. File any excess material from insert
to make flush with the saddle cap.
(9) Install unfinished new undersize service cap
on repaired saddle. Tighten to 240 ft lb
(325 Nm).
(10) Line bore the unfinished cap and insert to
standard bore dimensions of 4.812 4.813
in. (122.22 - 122.25 mm).
(11) Check finished bore with ’NO/GO’ test ring.
The ring should pass through the reworked
saddle and cap with a slight drag.
(12) If cylinder block line is properly bored, there
will be no more than 0.001 in. (0.03 mm)
overall misalinement from one end of block
to other, or 0.0005 in. (0.013 mm) between
adjacent bores.
(13) Thoroughly clean block.
3-194
|