|
| |
TM 5-4210-220-12
4-28. ENGINE - Continued
s.
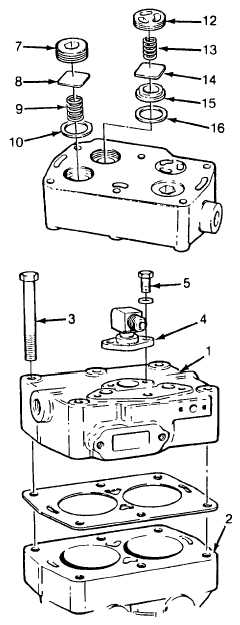
Cylinder Head Reassembly.
(1)
Invert cylinder head (1) and insert new copper washers (10, 16) into all four ports.
(2) Insert exhaust valves (9), springs (8) and exhaust valve seat (7). Using a 9/16 in. allen wrench, tighten
valve seats to 70 ft lb (95 Nm).
(3)
Insert inlet valve seats (15), inlet valves (14), inlet valve springs (13), and inlet valve cages (12).
NOTE
The inlet valve and inlet valve springs must be centered to insure the valve is not torqued
between the valve seat and the valve cages to 75 ft lb (100 Nm) using special tool J25447A.
(4)
Turn the head over to insert the new
unloader springs (6).
(5)
Install new O-rings (4) onto unloader pins
(5).
(6)
Apply silicone grease (item 27, Appendix
E) to the O-ring, forming a ball around it.
(7)
Insert the unloader pins (5) into the
cylinder head.
(8)
Place the unloader gasket (3) on the
unloader cover (2). Assemble these two
items to the head as a unit compressing
the unloader springs and hold firmly until
the
unloader
cover
bolts
(1)
and
lockwashers or hardened plain washers
are installed. Tighten these bolts to
approximately 10 in. lb (1.2 Nm) torque.
These bolts will be tightened to a final
torque after the head bolts are torqued.
t.
Cylinder Head Installation.
(1)
Place a new head to block gasket on the
cylinder block. Place the head on the
gasket and install the six head bolts. The
one long head bolt is to be inserted
through the unloader cover plate. Tighten
the head bolts to 20 ft lb (27 Nm)
following the order as shown. Retighten
the head bolts to 30 ft lb (41 Nm) in the
same order.
(2)
Tighten the unloader cover bolts to 125 in.
lb (14 Nm). torque after torquing the head
bolts.
(3) Install air outlet connection (4) using
screws (5). Coat flange area with gasket
eliminator (item 14, Appendix E).
5-549
|